Engineered Systems
Designed, manufactured and commissioned in-house.
Not every process challenge can be solved with off-the-shelf equipment. Some operations demand systems that are engineered around a specific duty point, matching exact flow rates, particle distributions and site constraints. That's where our custom-engineered solutions come in. Every unit we deliver is designed from scratch based on your process data, manufactured in-house and validated before it leaves our workshop. The result: a system that fits your process, not the other way around.
Fines Recuperation Unit (FRU)
Recover what others wash away.
In washing, dredging and mining operations, fine particles (0–4 mm) are often lost with the process water. That's lost revenue flowing straight into your settling pond. The Fines Recuperation Unit recovers those solids from your slurry stream and returns them as a dewatered, sellable product, with a cut-point fine-tuned to your exact specification.
How it works
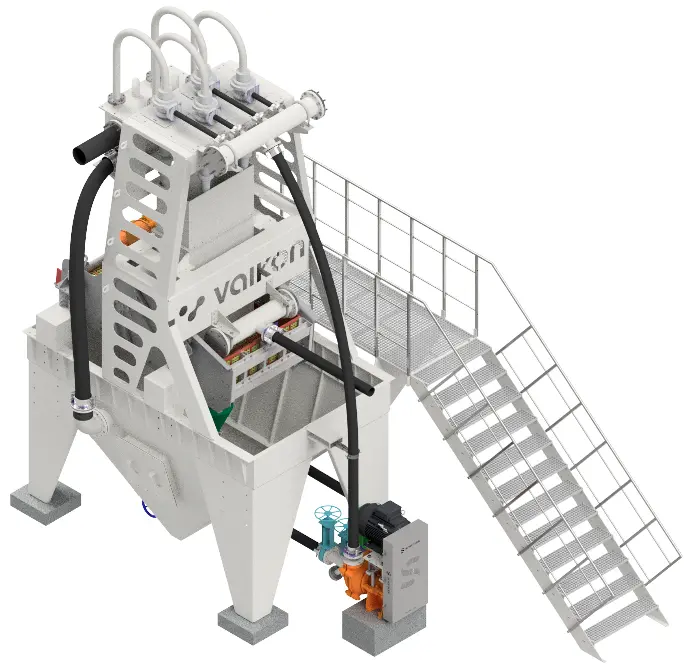
The FRU is a compact, modular system built around four core components: a dewatering screen, a sump, a slurry pump and one or more hydrocyclones. The incoming slurry is fed onto the dewatering screen, which separates coarse solids and removes the bulk of the water. The underflow – still carrying fine particles – is collected in the sump, pumped to the hydrocyclone(s) for precise classification, and returned to the screen for final dewatering. The result: dry, graded solids on the belt and clean effluent returned to the process.
Typical applications
Quarrying and sand recovery, hard rock mining (0–2 mm residual fraction), vegetable washing plants, soil remediation.
Engineered to your feed
Every FRU is configured from your actual feed data: slurry flow rate, PSD, concentration, and required cut-point. No guesswork.
Our 5-step implementation approach (requirements gathering, design validation, PFD and mass balance, mechanical design, commissioning) ensures that what we engineer is what you get.
Modular construction means fast on-site assembly and the flexibility to adapt as your process evolves.
Booster Station
Keep your slurry moving. Over any distance.
Long-distance slurry transport is one of the toughest challenges in hydraulic dredging and mining. Over kilometres of pipeline, pressure drops, flow instability, and the constant threat of sedimentation can bring operations to a standstill. Vaikon's booster stations are containerised pumping units engineered to maintain stable flow and optimal pressure across your entire pipeline, regardless of distance, terrain, or slurry composition.

How it works
Each booster station is a self-contained, containerised unit housing a heavy-duty horizontal slurry pump, a gland pump for seal water supply, pressure and flow sensors, an air release valve and a full PLC-based control system. The pump speed is controlled by a frequency drive that adjusts in real time based on slurry density measurements, ensuring consistent throughput and energy efficiency. Multiple booster stations can be strategically positioned along the pipeline to distribute pressure and prevent settling, even over distances of 3.5 km or more.
Typical applications
Hydraulic dredging operations, sand and gravel transport, mine tailings pipelines, long-distance slurry haulage.
Engineered for the long haul
Containerised format: quick to deploy, relocate and maintain. Two thermal zones separate mechanical components from sensitive electronics.
Pumps feature high-chrome (27%) wet-end parts, CFD-optimised impeller geometry and heavy-duty bearing cartridges. Built for abrasive slurries and continuous operation.
Smart instrumentation: pressure sensors, density measurement and PLC control enable automated protection protocols, predictive maintenance and remote monitoring.
Hydrocyclone Cluster
Precision separation, scaled to your throughput.
A single hydrocyclone delivers sharp particle classification with no moving parts and minimal maintenance. But what if your process demands that same precision at volumes of hundreds (or thousands) of cubic metres per hour?
That's where the hydrocyclone cluster comes in: a parallel array of hydrocyclones fed by a common manifold, engineered to deliver consistent, accurate separation across your full production volume.
How it works
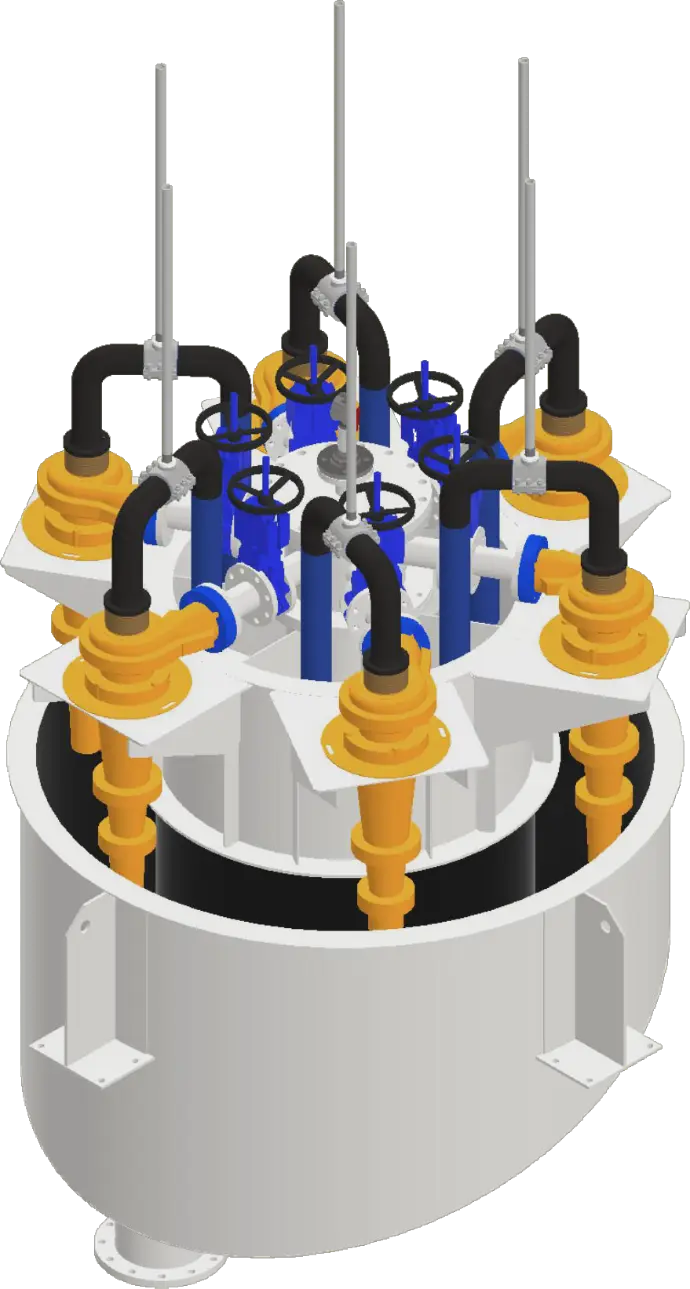
Multiple hydrocyclones of the same specification are mounted in parallel on a shared feed header and manifold system. The incoming slurry is distributed evenly across all cyclones, each performing the same cut-point separation simultaneously. Coarse particles exit through the underflow (spigot), while the finer fraction leaves via the overflow (vortex finder).
By distributing the total flow across multiple smaller cyclones rather than a single large one, the cluster achieves a sharper cut point and more consistent classification without sacrificing capacity.
Typical applications
High-volume mineral processing, sand classification at scale, desilting and degritting operations, closed-loop wash plant circuits.
Sized to your process
Our proprietary cyclone calculation model determines the optimal cyclone size, number of cyclones, spigot and vortex finder dimensions. Fully tailored to your duty.
Designed for easy integration into existing wash plants, FRU systems or standalone classification circuits.
No moving parts means low maintenance, low energy consumption and high uptime.